
How Plasma Cutter Works?
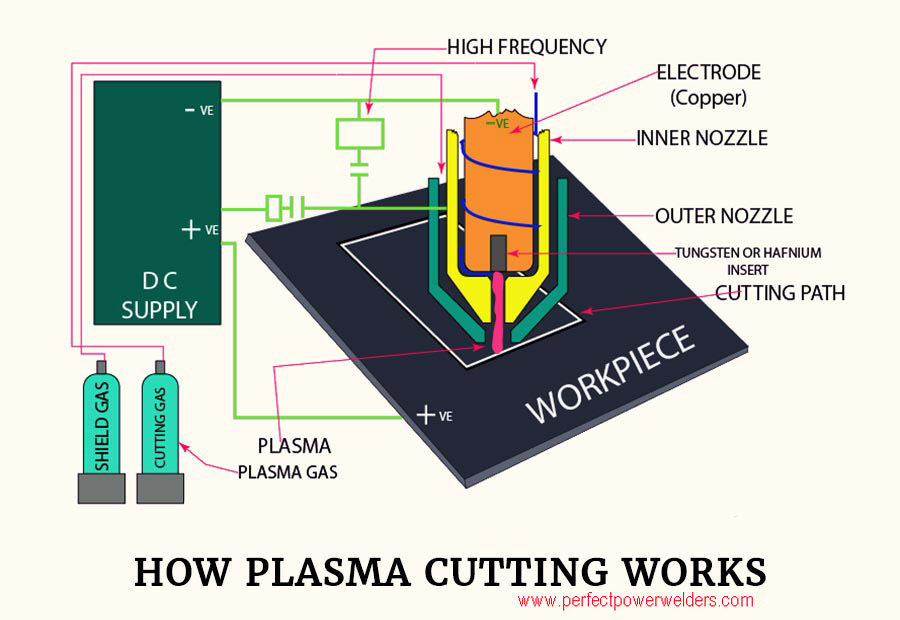
As seen in the earlier paragraphs, the cutting process in your Plasma Cutter comprises creating an electrical channel of ionized gas (plasma) between the plasma cutter nozzle and the workpiece; the electrical circuit is complete since the workpiece is connected to the DC power source.
As more current flows from the electrode to the workpiece the plasma becomes sufficiently hot to melt the targeted workpiece area and the high-velocity plasma takes away the molten chips. The shield gas restricts the plasma to the cutting area, cools the nozzle, and protects the cut. This is how the plasma of your machine cuts the plate. Your Plasma Cutter may have a separate arrangement for cooling the nozzle.
How plasma cutting works
The plasma formation in your new machine happens in the following steps:
Initially, a pilot arc is formed between the electrode and the nozzle (within the torch head) and ionizes a part of the high-velocity gas coming out of the nozzle orifice.
The high velocity ionized gas plunging on the workpiece forms a conductive path between the electrode and the workpiece. The plasma cutting system of your machine senses this situation and stops the arc between the electrode and the nozzle and facilitates the flow of current from the electrode to the workpiece; the arc formed between the electrode and the workpiece makes the plasma hot enough to melt the workpiece material and cutting happens when the high-velocity plasma blows away the molten chips.
Based on the arc formation in your plasma cutter, plasma cutting is categorized into two types:
The first type is ‘transferred arc’, the electric arc is formed between the electrode and a conductive workpiece and this arc energizes the gas to sufficiently hot plasma which can melt the workpiece material. Both the electrode and the workpiece are connected to the DC power.
The second type is ‘non-transferred arc’ where the arc is formed between the electrode and the nozzle. The plasma formed by the ‘non-transferred arc’ may be hot enough for cutting non-metals like plastic, however, this cutting is normally not used.
The ‘transferred arc’ plasma (with a pilot arc in the new machines) is popularly used for cutting electrically conductive materials like mild steel, stainless steel, aluminum, etc. Your Plasma Cutter can cut any electrically conductive material, however, the melting point of some materials makes it difficult to get good a cutting edge. The plasma gas in your machine can attain temperatures up to 27000ºC and the cutting is faster and cheaper than other thermal cutting processes.
Parts of a Plasma Cutter System
A Plasma Cutter generally has the following parts and systems in place.
Power Supply: A DC Power Unit with an open circuit voltage ranging from 240 volts to 400 volts and current required depends on the cutting thickness, like 80 amps is required for cutting 25 mm mild steel plate. The output current and the power (kilowatts) rating of the plasma cutter indicate the maximum cutting thickness and speed of cutting. One of the main purposes of the power supply is to add sufficient energy required for the ionization of the gas and to maintain the plasma arc.
Plasma torch or cutter nozzle: This is an important part of your Plasma Cutter. The nozzle of your machine is generally made of copper, and the electrode is made of copper with a tungsten insert at the point of arc formation. Copper is used for its electrical conductivity and tungsten for its high melting point, however, tungsten faces the problem of burning in the presence of oxygen. Because of this, when you use oxygen or air as a gas in the plasma cutter, you have to use an alternative to tungsten (like Hafnium) as an electrode insert.
CNC System: You can use CAD (Computer-Aided Design) / CAM (Computer-Aided Manufacturing) software to program the plasma cutting including profile, current, voltage, speed, rate of gas flow, etc. so that minimum attention of the operator is required.
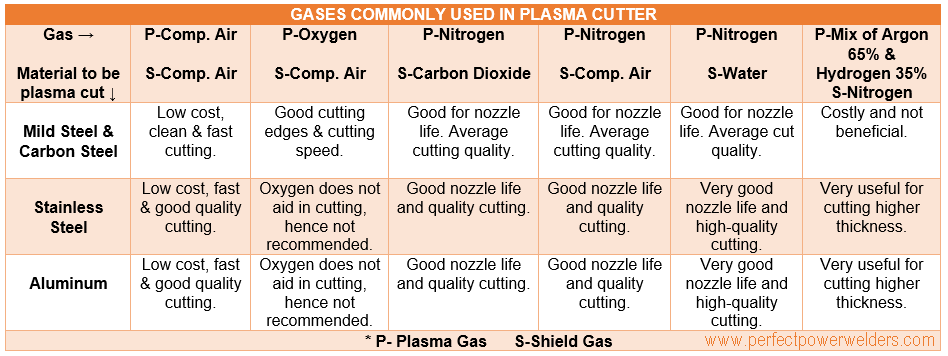
Plasma gas and shield gas: Pure oxygen is a preferred gas for cutting mild steel and carbon steel since the chemical reaction between the oxygen in the plasma and the workpiece material aids in increasing the cutting speed and improving the quality of the cut edge. Compressed air is also preferred for cutting mild steel since it contains oxygen and available free.
Oxygen does not have any chemical reaction with stainless steel or aluminum and hence you can go for cheaper gases like compressed air or nitrogen when you are cutting stainless steel or aluminum.
You can use a mix of gases like argon and hydrogen when you are cutting thicker materials (stainless steel & aluminum) or a mix of Hydrogen and Nitrogen for cutting thin stainless steel. Each mix has its merits and demerits.
Water can be used in place of shield gas, based on your machine capability.
Whenever you are using compressed air, take care, to pass the air through filters to remove dirt and moisture.
plasma cutter gas
Your plasma cutter cane be:
- A portable handheld torch machine which can be easily carried to the construction site or work site to execute the work.
- A simple machine with a table for loading the work material and a plasma head moving on a rail for straight cuts. This can be made suitable for portability also.
- A sophisticated machine with a table for mounting the work material and a plasma cutting head which can be programmed using a CNC control for movements in X, Y, and Z axes to cut the material as per the programmed profile.