What current setting to use for TIG Welding Aluminum?
Unlike TIG Welding Cast Iron and other materials where DC is utilized, Alternating Current (AC) is the correct polarity to use for TIG Welding Aluminum.
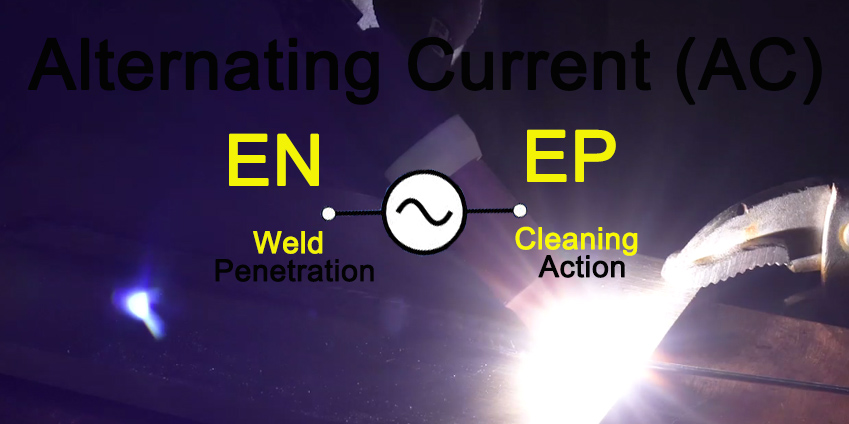
With AC, you get the continuous change in the electrode flow between EN (Electrode Negative) and EP (Electrode Positive):
- EN: provides heat to assist the weld penetration.
- EP: performs the cleaning action of the oxide layer on the aluminum’s surface.
Therefore, AC polarity supplies both the cleaning action (to remove the oxide layer) and the heat required to melt the weld pool.
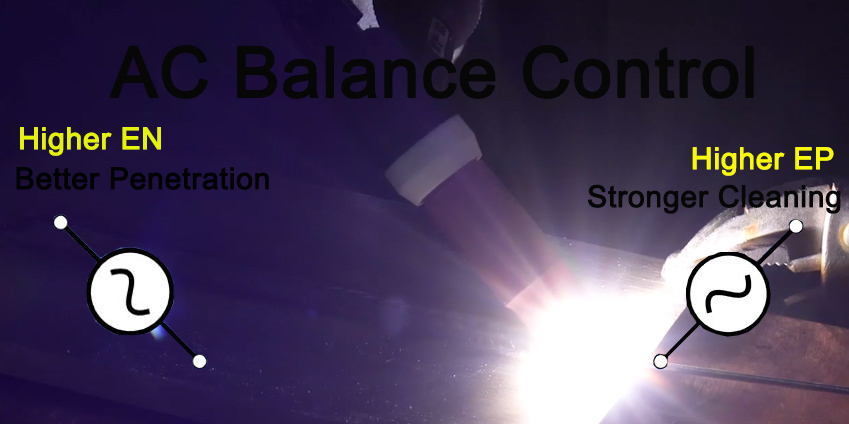
AC Balance
AC Balance refers to the ratio between EP cycle and EN cycle.
In essence, it shows what you emphasize more in your aluminum TIG welding: cleaning (EP) or penetration (EN).
Old models of TIG Welders have a 50-50 AC Balance.
However, some modern types allow for modifying the AC Balance, in the form of Cleaning Percentage.
One common preset is 75 percent EN to 25 percent EP.
If your weld puddle is filled with small black dots, often called “peppering”, it means your AC Balance is not properly set.
In such cases, increase your Cleaning Percentage (EP) to enhance the removal of the oxide layer, and thus reduce peppering flaw.
But be careful not to switch EP too high, as it puts a huge amount of heat on the tungsten.
This can ball your tungsten tip, and reduce your control over the arc direction and placement.
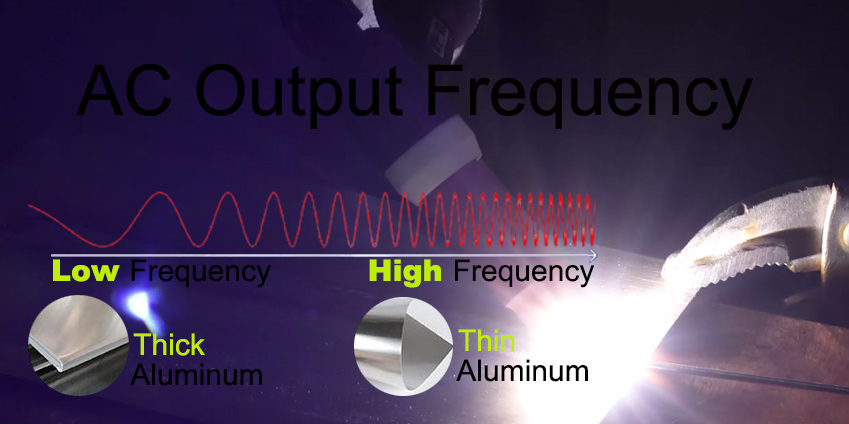
AC Output Frequency
AC Output Frequency refers to the number of times the power source changes polarity in one second.
The higher the frequency, the more stable the arc is, and thus allow for narrower arc column.
This helps reduce arc wandering, which provides higher precision to your applications, especially in tight areas.
Old models of TIG Welders have AC output frequency of 60 Hz (hertz).
Nowadays, modern equipment has a preset of up to 120 Hz output frequency, or even higher.
For thin aluminum pieces (under 3/8 inch in thickness), use high output frequency (150 – 250 Hz).
For thick aluminum pieces (from 3/8 inch in thickness), lower output frequency (80 – 120 Hz).
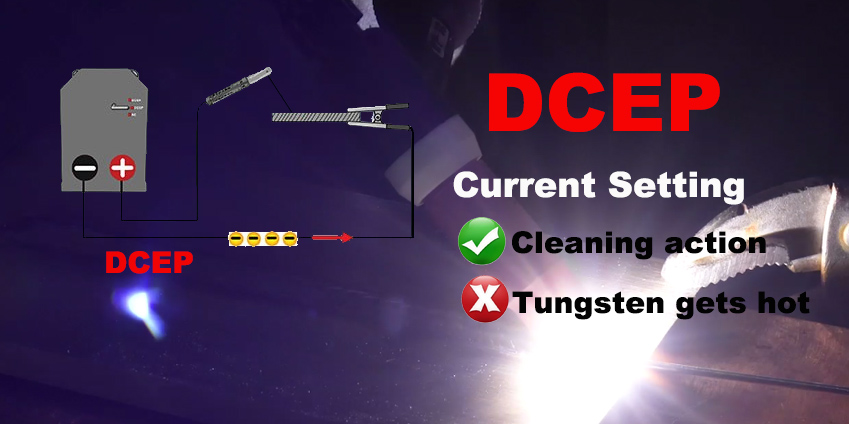
Can DC be applied for TIG Welding Aluminum?
About DC (Direct Current), only DCEP (Direct Current Electrode Positive) can be applied for TIG Welding Aluminum, but very limited.
DCEP can perform the cleaning action to remove the oxide layer on the aluminum.
However, as the heat flows from the metal piece onto the electrode, it makes the tungsten get really hot.
When the tungsten gets too much heat, the arc will be unstable and start wandering off.
Moreover, it can cause a ball of the end of the tungsten and dump it into the weld puddle, causing contamination.