

What Torch Angle Should Be Maintained During TIG Welding Aluminum?
You should maintain a torch angle of about 15 degrees during TIG Welding Aluminum.
This torch angle has two benefits:
- Firstly, it does not block your view of what is going on in the puddle.
- Secondly, it does not tilt too much which can affect your gas coverage or create arc wandering.

Actually, the perfect angle is straight up and down, as it gives you a symmetrical puddle and helps you add a filler rod at almost any angle.
However, you cannot see your puddle if you hold the torch straight.
What material should the filler rod be?
4043 filler rod is considered the best selection out there, both in terms of strength and elongation (lengthening).
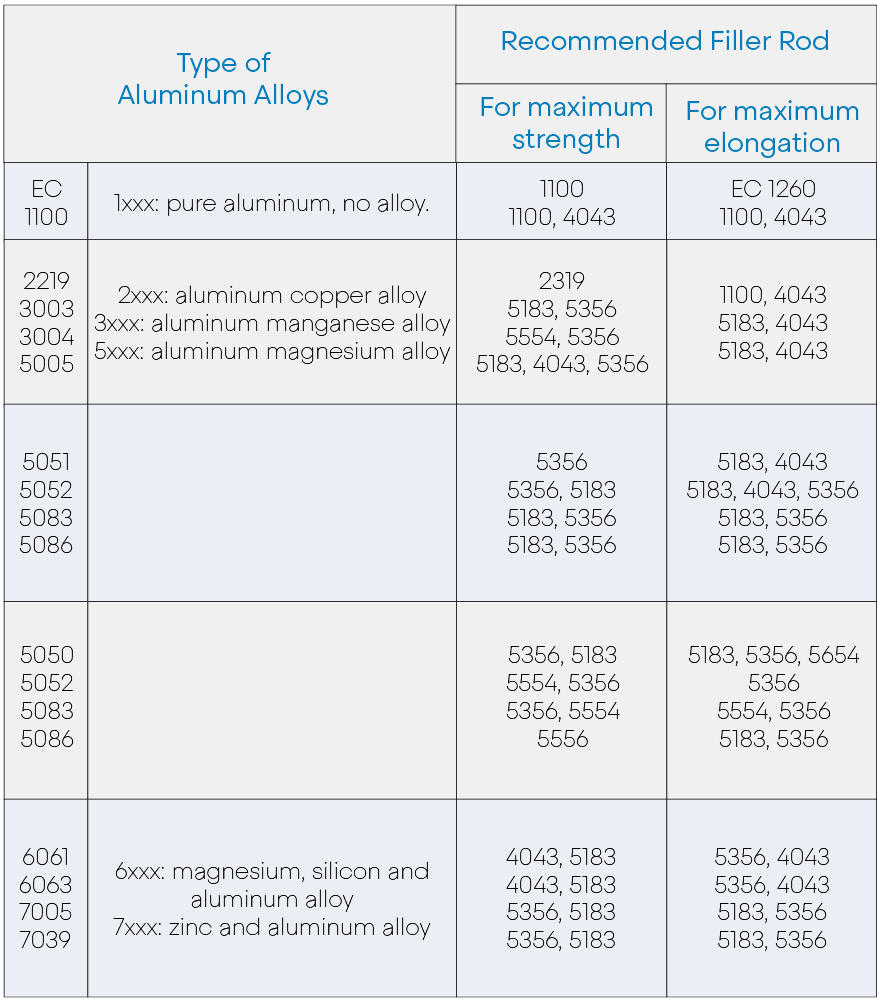
Below are suggestions for choosing the proper filler rod for your TIG Welding Aluminum:
Whatever type of filler rod you choose, your filler rod must be clean and of high quality.
If the rod is contaminated, its contamination can enter the weld pool and cause failure to your application.
Contaminants on filler rods include oil or hydrated oxide.